Dwie metody obróbki przekładni hipoidalnych
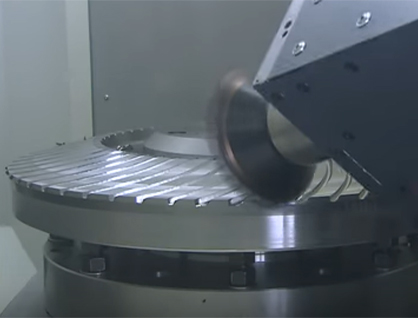
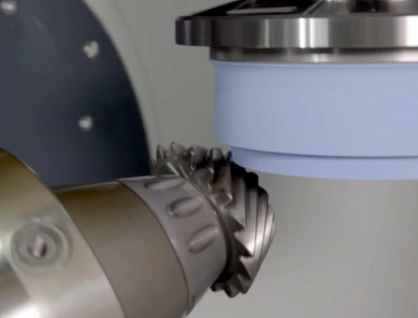
Thehipoidalna przekładnia stożkowazostał wprowadzony przez Gleason Work 1925 i był rozwijany przez wiele lat. Obecnie istnieje wiele urządzeń krajowych, które można przetwarzać, ale stosunkowo precyzyjne i wysokiej klasy przetwarzanie wykonują głównie zagraniczne urządzenia Gleason i Oerlikon. Jeśli chodzi o obróbkę wykańczającą, istnieją dwa główne procesy szlifowania kół zębatych i procesy docierania, ale wymagania dotyczące procesu skrawania kół zębatych są różne. W przypadku procesu szlifowania kół zębatych zaleca się, aby w procesie skrawania kół zębatych zastosowano frezowanie czołowe i zaleca się proces docierania stawić czoła hobbingowi.
Thekoła zębateprzetwarzane w procesie frezowania czołowego są zębami stożkowymi, a koła zębate obrabiane w procesie frezowania czołowego są zębami o równej wysokości, to znaczy wysokość zębów na dużej i małej powierzchni czołowej jest taka sama.
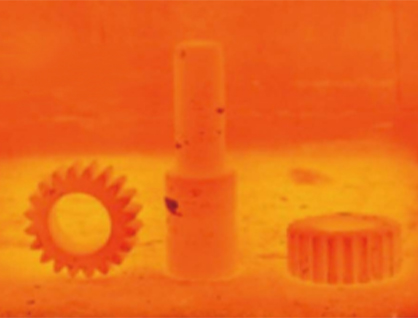
Zwykły proces przetwarzania obejmuje obróbkę zgrubną po podgrzaniu wstępnym, a następnie obróbkę wykańczającą po obróbce cieplnej. W przypadku frezowania czołowego należy go docierać i dopasowywać po podgrzaniu. Ogólnie rzecz biorąc, para zeszlifowanych razem kół zębatych powinna nadal być dopasowana podczas późniejszego montażu. Teoretycznie jednak koła zębate z technologią szlifowania kół zębatych można stosować bez dopasowania. Jednak w praktyce, biorąc pod uwagę wpływ błędów montażowych i deformacji układu, nadal stosowany jest tryb dopasowujący.