




Istnieje wiele rodzajów przekładni zębatych, w tym przekładnie walcowe proste, przekładnie walcowe śrubowe, przekładnie stożkowe i przekładnie hipoidalne, które przedstawiamy dzisiaj.
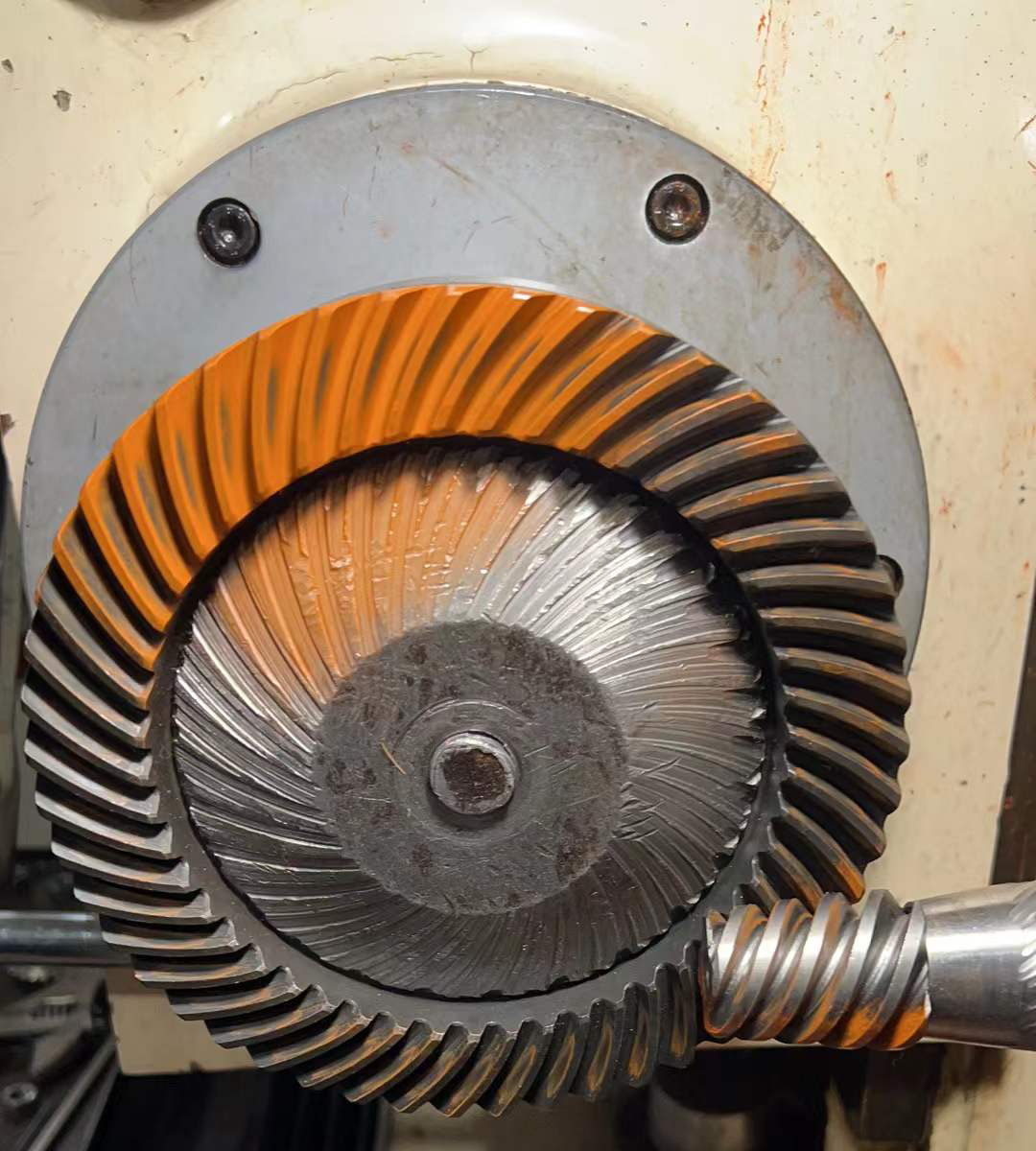
1)Charakterystyka przekładni hipoidalnych
Przede wszystkim kąt wału przekładni hipoidalnej wynosi 90°, a kierunek momentu obrotowego można zmienić do 90°. Jest to również często stosowana metoda przeliczania kątów w przemyśle samochodowym, lotniczym lub energetycznym. Jednocześnie zazębia się parę kół zębatych o różnych rozmiarach i liczbie zębów, aby przetestować funkcję zwiększania momentu obrotowego i zmniejszania prędkości, co jest powszechnie określane jako „zwiększanie i zmniejszanie momentu obrotowego”. Jeśli znajomy, który jeździł samochodem, zwłaszcza z manualną skrzynią biegów, podczas nauki jazdy, podczas podjazdu pod górę, instruktor pozwoli ci zmienić bieg na niższy, w rzeczywistości chodzi o wybór pary biegów o stosunkowo dużej prędkości, która jest zapewniona przy niskich prędkościach. Większy moment obrotowy, a tym samym większa moc pojazdu.
Jakie są cechy przekładni hipoidalnych?
Zmiany kąta momentu obrotowego przekładni
Jak wspomniano powyżej, możliwa jest zmiana kątowa momentu obrotowego.
Możliwość wytrzymania większych obciążeń
W branży energetyki wiatrowej przemysł motoryzacyjny, niezależnie od tego, czy chodzi o samochody osobowe, SUV-y, czy pojazdy użytkowe, takie jak pickupy, ciężarówki, autobusy itp., będzie korzystał z tego typu silników w celu zapewnienia większej mocy.
Bardziej stabilna transmisja, niski poziom hałasu
Kąty nacisku po lewej i prawej stronie zębów mogą być nierównomierne, a kierunek ślizgu zazębienia kół zębatych przebiega wzdłuż szerokości zęba i profilu zęba. Lepsze położenie zazębienia można uzyskać dzięki konstrukcji i technologii, co zapewnia obciążenie całej przekładni. Kolejny model nadal charakteryzuje się doskonałymi parametrami w zakresie NVH (hałas, hałas, wibracje).
Regulowana odległość przesunięcia
Ze względu na różną konstrukcję odległości odsunięcia, może ona być stosowana w celu spełnienia różnych wymagań dotyczących przestrzeni. Na przykład, w przypadku samochodu, może ona spełnić wymagania dotyczące prześwitu pojazdu i poprawić jego zdolność wyprzedzania.
2) Dwie metody obróbki przekładni hipoidalnych
Przekładnia quasi-dwustronna została wprowadzona przez firmę Gleason Work w 1925 roku i jest rozwijana od wielu lat. Obecnie istnieje wiele krajowych urządzeń, które można poddać obróbce, ale stosunkowo precyzyjna i zaawansowana obróbka jest wykonywana głównie przez zagraniczne urządzenia Gleason i Oerlikon. Jeśli chodzi o wykończenie, istnieją dwa główne procesy szlifowania kół zębatych, ale wymagania dotyczące procesu nacinania kół zębatych są różne. W procesie szlifowania kół zębatych zaleca się frezowanie czołowe, a w procesie szlifowania – frezowanie czołowe.
Koła zębate obrabiane metodą frezowania czołowego mają zęby stożkowe, a koła zębate obrabiane metodą walcowania czołowego mają zęby równej wysokości, co oznacza, że wysokości zębów na większej i mniejszej powierzchni czołowej są takie same.
Typowy proces obróbki obejmuje wstępne nagrzewanie, obróbkę cieplną i wykańczanie. W przypadku frezów czołowych, po nagrzaniu należy je oszlifować i dopasować. Ogólnie rzecz biorąc, oszlifowane koła zębate powinny być nadal dopasowane po późniejszym montażu. Teoretycznie koła zębate z technologią szlifowania kół zębatych mogą być używane bez dopasowania. Jednak w praktyce, biorąc pod uwagę wpływ błędów montażowych i odkształceń systemu, nadal stosuje się tryb dopasowania.
3) Projektowanie i rozwój przekładni potrójnej hipoidalnej jest bardziej skomplikowany, szczególnie w warunkach pracy lub w przypadku produktów z wyższej półki o wyższych wymaganiach, które wymagają wytrzymałości, hałasu, sprawności przekładni, masy i rozmiaru przekładni. Dlatego na etapie projektowania zazwyczaj konieczne jest uwzględnienie wielu czynników w celu znalezienia równowagi poprzez iterację. W procesie rozwoju zazwyczaj konieczne jest również dostosowanie odcisku zęba w dopuszczalnym zakresie odchyleń zespołu, aby zapewnić osiągnięcie optymalnego poziomu wydajności w rzeczywistych warunkach, ze względu na kumulację łańcucha wymiarowego, odkształcenia układu i inne czynniki.
Czas publikacji: 12 maja 2022 r.