











Proces produkcyjny







Kontrola
Wyposażyliśmy pełne zestawy sprzętu inspekcyjnego do rodzajów przekładni walcowych, takich jak sześciokątne, Zeiss 0,9 mm, Kinberg CMM, Klingberg CMM, Klingberg P100/p65/p26 CENTRUM POMIAROWE PRZEKŁADNI, Gleason 1500GMM, miernik chropowatości Germany Marr, profiler miernika chropowatości, projektor, długość Przyrząd pomiarowy itp. , Klingberg

Raporty
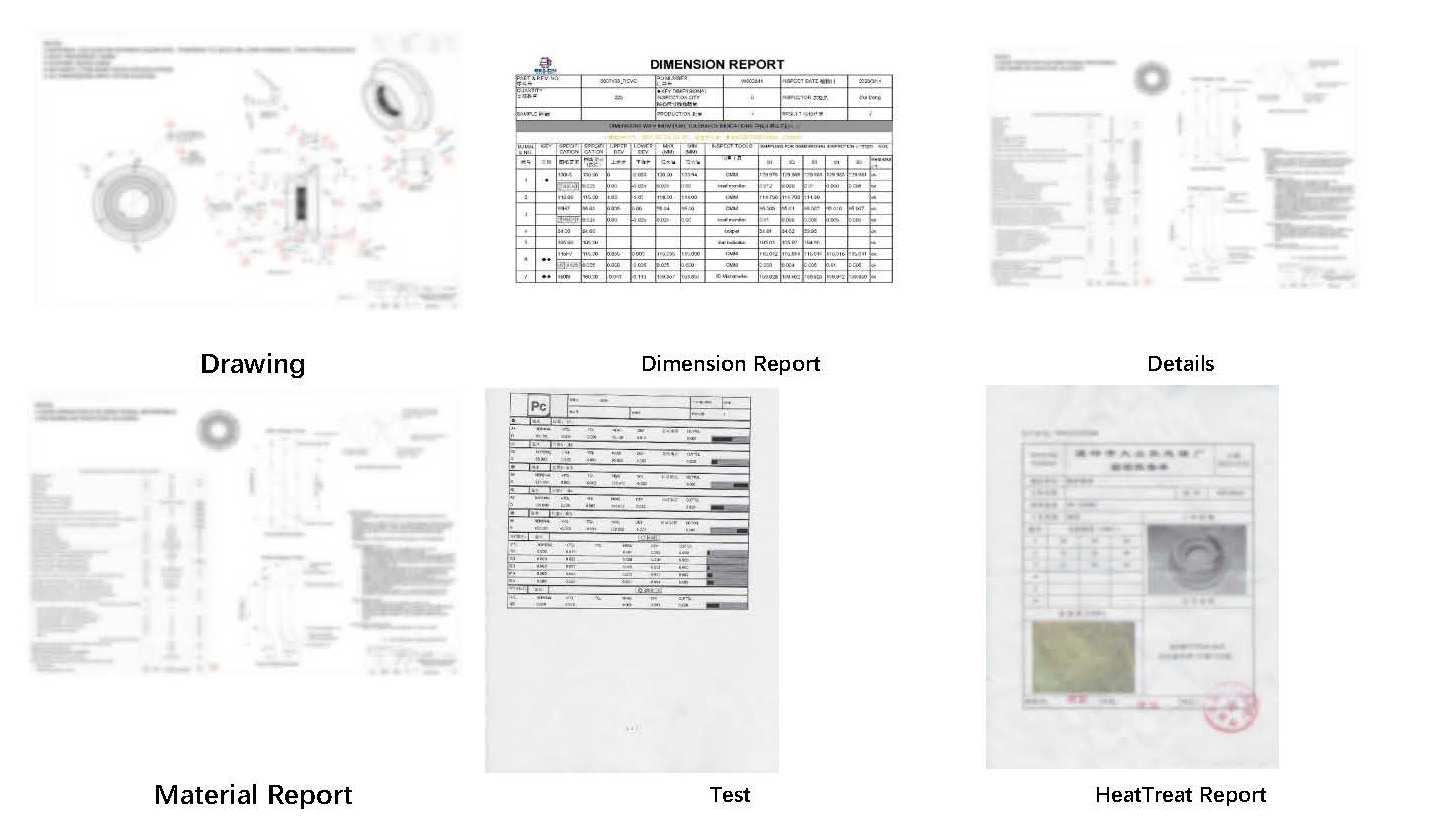
Przed każdą wysyłką udostępnimy klientowi poniższe raporty w celu sprawdzenia szczegółów i upewnienia się, że wszystko jest jasne i możliwe do wysyłki.
1) Rysunek bąbelkowy
2)Draport wymiarowy
3)Hraport dotyczący jedzenia przed obróbką cieplną
4)Hraport dotyczący jedzenia po obróbce cieplnej
5)Mraport materiałowy
6)Araport dokładności
7)Pobrazy i wszystkie filmy z testów, takie jak bicie, walcowość itp
8) Inne raporty z testów zgodnie z wymaganiami klientów, takie jak raport z wykrywania wad
Pakiety




Nasz pokaz wideo
Podobne produkty
-

Przekładnia zębata czołowa szlifowana DIN6
-

Hurtowy zestaw przekładni planetarnych do reduktora planetarnego
-

Koła słoneczne z napędem planetarnym do przekładni osi
-

DIN6 Duże szlifowanie Wewnętrzna przekładnia pierścieniowa przemysłowa...
-

Cylindryczne koła zębate czołowe stosowane w metalurgii proszków
-

Przełożenie Szlifowane koła zębate czołowe stosowane do cylindrycznych...