











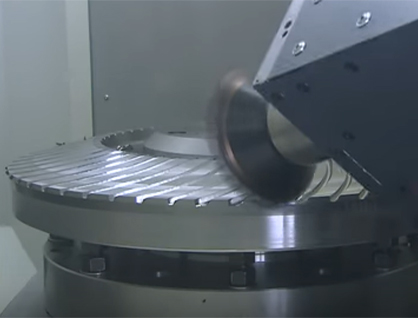
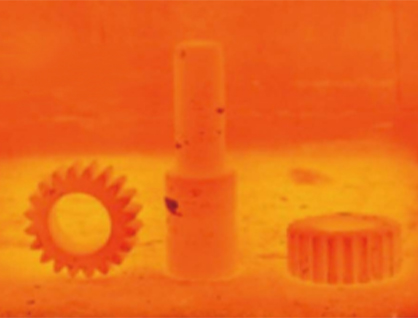
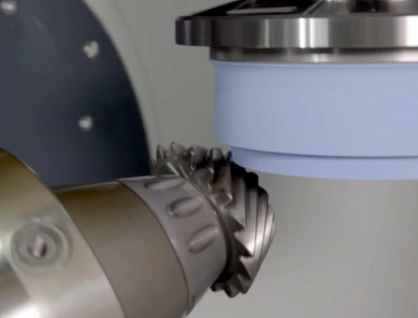
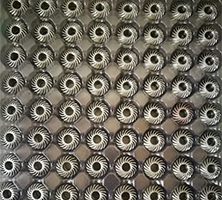
Proces produkcyjny




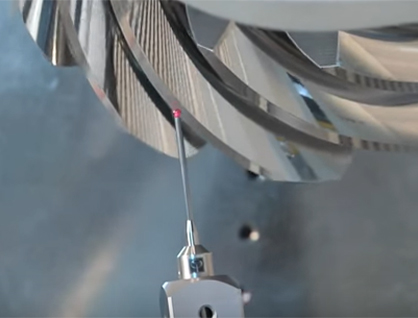
Kontrola

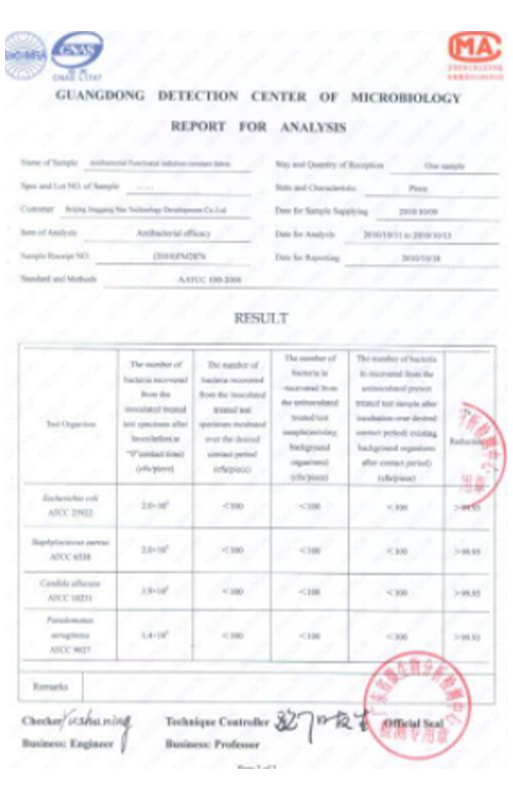
Raporty

Pakiety



Nasz pokaz wideo
Napisz tutaj swoją wiadomość i wyślij ją do nas
Podobne produkty
-

Przekładnie stożkowe hipoidalne spiralne do zastosowań rolniczych...
-

Przekładnia hipoidalna Przekładnie stożkowe do skrzyni biegów
-

Zestaw przekładni stożkowych hipoidalnych o dużym przełożeniu dla...
-

Przekładnie stożkowe hipoidalne i spiralne do samochodów osobowych
-

Przekładnia hipoidalna stosowana w urządzeniach medycznych Elektryczne...
-

Przekładnie hipoidalne, stożkowy mechanizm różnicowy samochodu...