








Przekładnia śrubowa stosowany w przekładni planetarnej, generatorze przekładni zębatej walcowej, motoreduktorze walcowym
Rodzaje przekładni śrubowych dwa główne typy: pojedyncze przekładnie śrubowe i podwójne przekładnie śrubowe. Pojedyncze koła zębate śrubowe mają zęby ścięte pod jednym kątem, co zapewnia płynną i cichą pracę, ale generuje siły osiowe, które wymagają dodatkowego podparcia łożyska. Podwójne koła zębate śrubowe lub koła zębate w jodełkę mają dwa zestawy śrubowych zębów o przeciwnych kątach. Taka konstrukcja eliminuje siły osiowe, oferując bardziej zrównoważoną i cichszą pracę przy większej nośności. Obydwa typy poprawiają zazębienie kół zębatych i redukują hałas w porównaniu z przekładniami czołowymi, dzięki czemu nadają się do różnych zastosowań wymagających wysokiego momentu obrotowego i precyzji
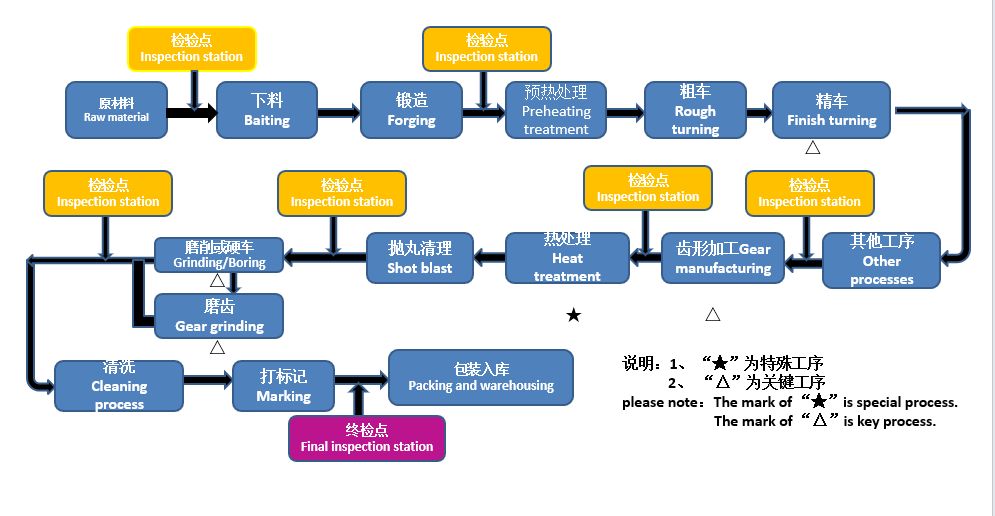
Jak kontrolować jakość procesu i kiedy przeprowadzić proces kontroli procesu? Ten wykres jest przejrzysty. Ważny proces w przypadku przekładni walcowych. Jakie raporty należy tworzyć podczas każdego procesu?
Oto cały proces produkcji tej przekładni śrubowej
1) Surowiec 8620H lub 16MnCr5
1) Kucie
2) Normalizacja wstępnego ogrzewania
3) Zgrubne toczenie
4) Zakończ obracanie
5) Obwiedniowanie przekładni
6) Nawęglanie z obróbką cieplną 58-62HRC
7) Śrutowanie
8) Szlifowanie średnicy zewnętrznej i otworu
9) Szlifowanie przekładni śrubowej
10) Czyszczenie
11) Znakowanie
12) Opakowanie i magazyn
Przed wysyłką dostarczymy pliki o pełnej jakości do wglądu i zatwierdzenia przez klienta.
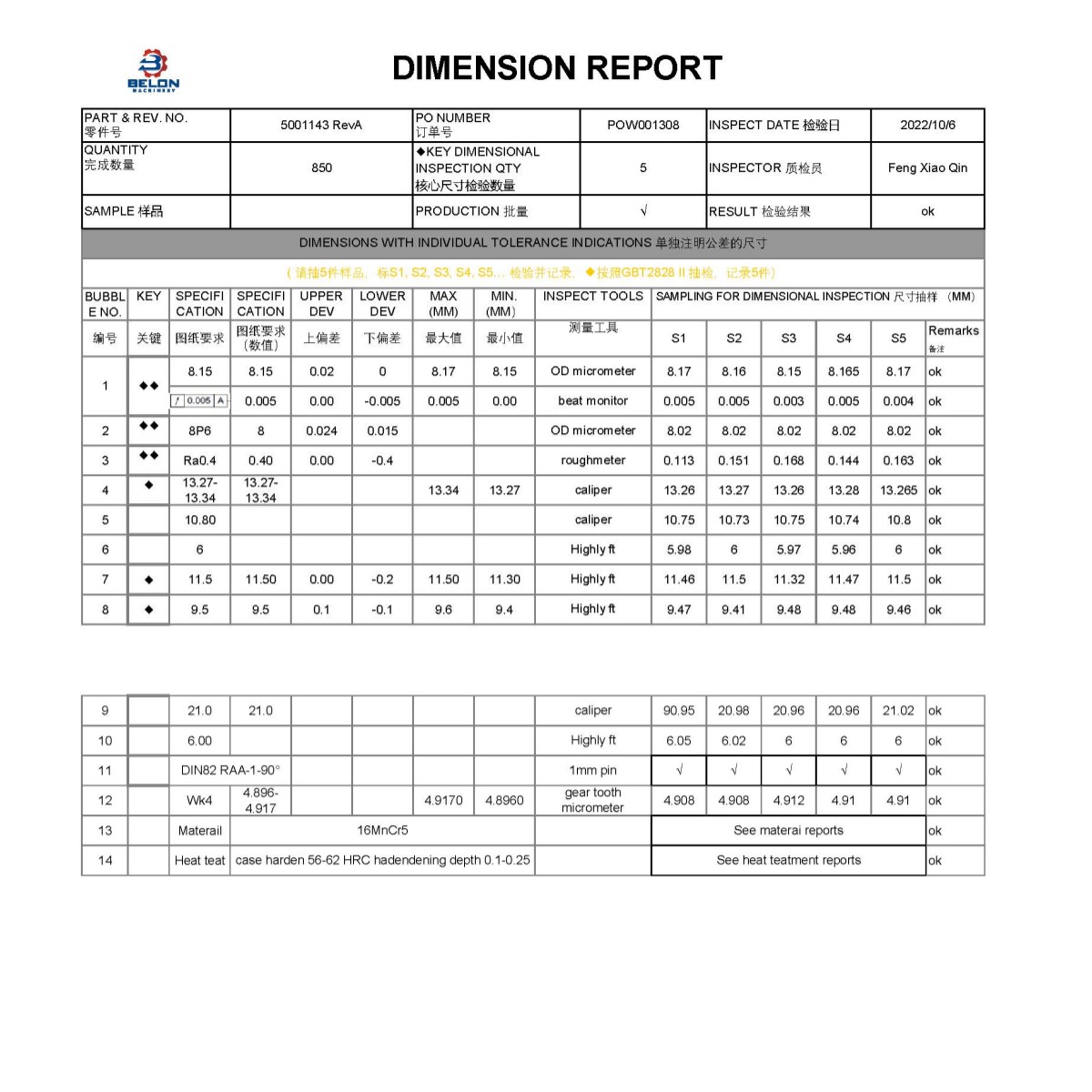
1)Rysowanie bąbelków
2) Raport wymiarowy
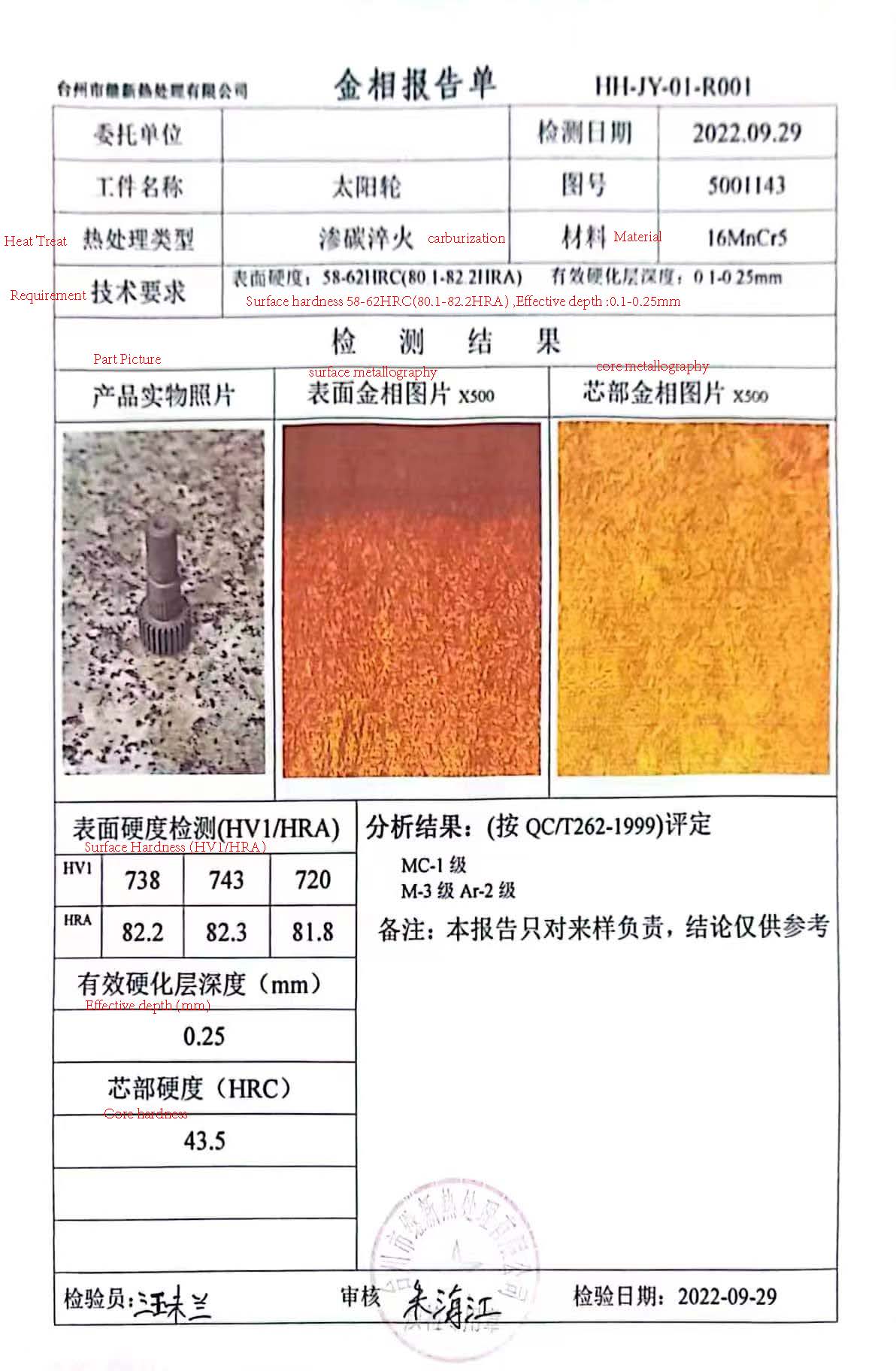
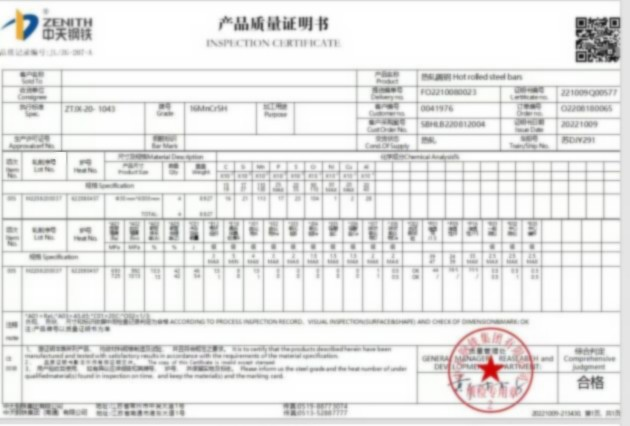
3) Certyfikat materiałowy
4) Raport dotyczący obróbki cieplnej
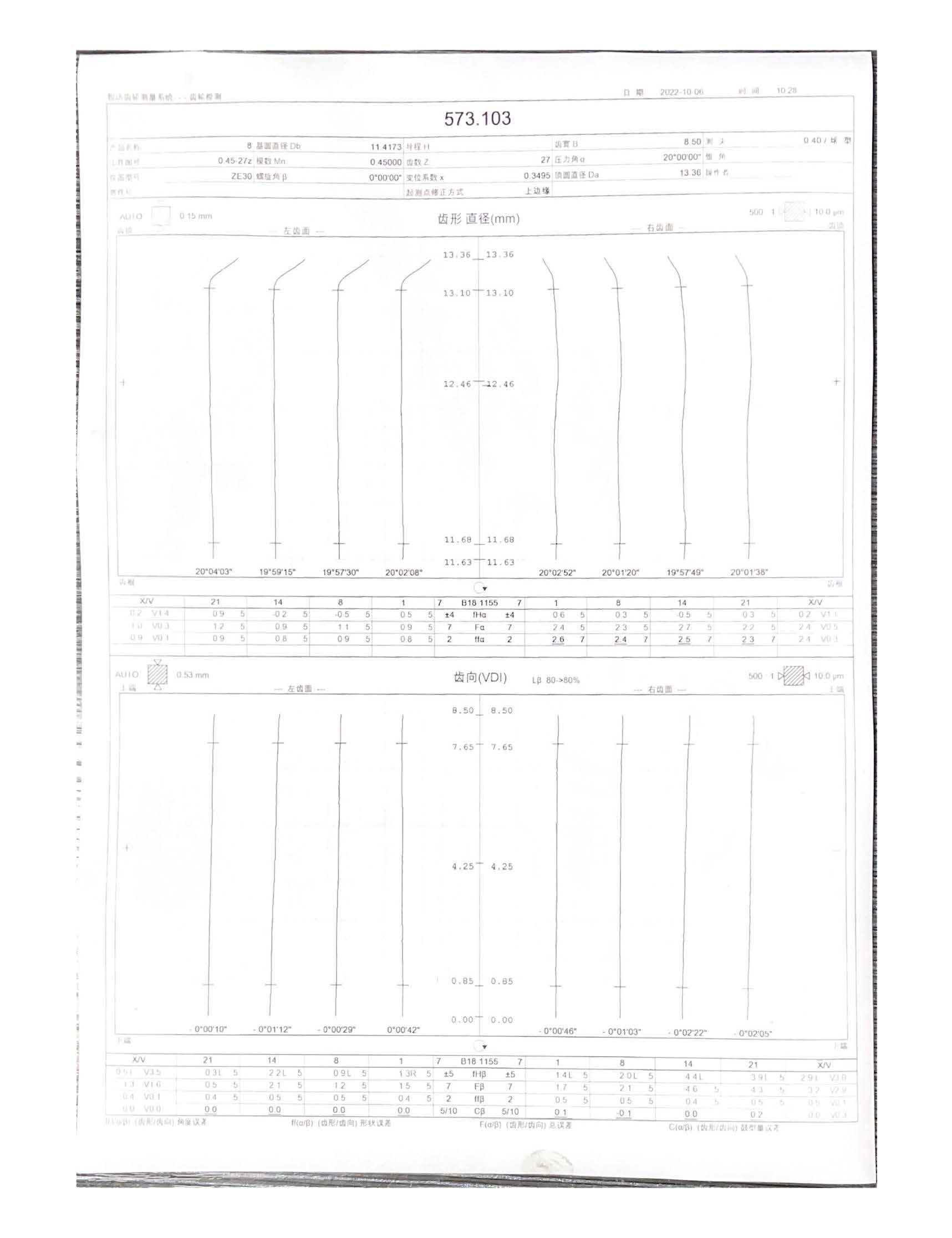
5) Raport dokładności
6) Częściowe zdjęcia, filmy

Zajmujemy powierzchnię 200 000 metrów kwadratowych, wyposażoną również w zaawansowany sprzęt produkcyjny i kontrolny, aby sprostać wymaganiom klienta. Od czasu współpracy firm Gleason i Holler wprowadziliśmy na rynek największe w Chinach pięcioosiowe centrum obróbcze Gleason FT16000 z przekładnią.
→ Dowolne moduły
→ Dowolna liczba zębów
→ Najwyższa dokładność DIN5
→ Wysoka wydajność, wysoka precyzja
Zapewnia wymarzoną produktywność, elastyczność i oszczędność w przypadku małych partii.






kucie

szlifowanie

trudne skręcanie
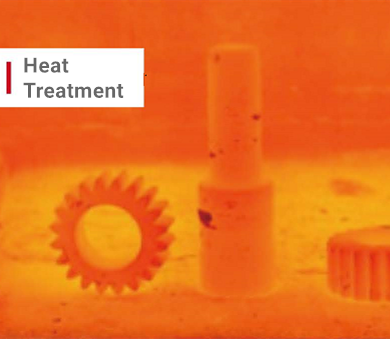
obróbka cieplna

hobowanie

hartowanie i odpuszczanie

miękkie toczenie

testowanie
Kontrola
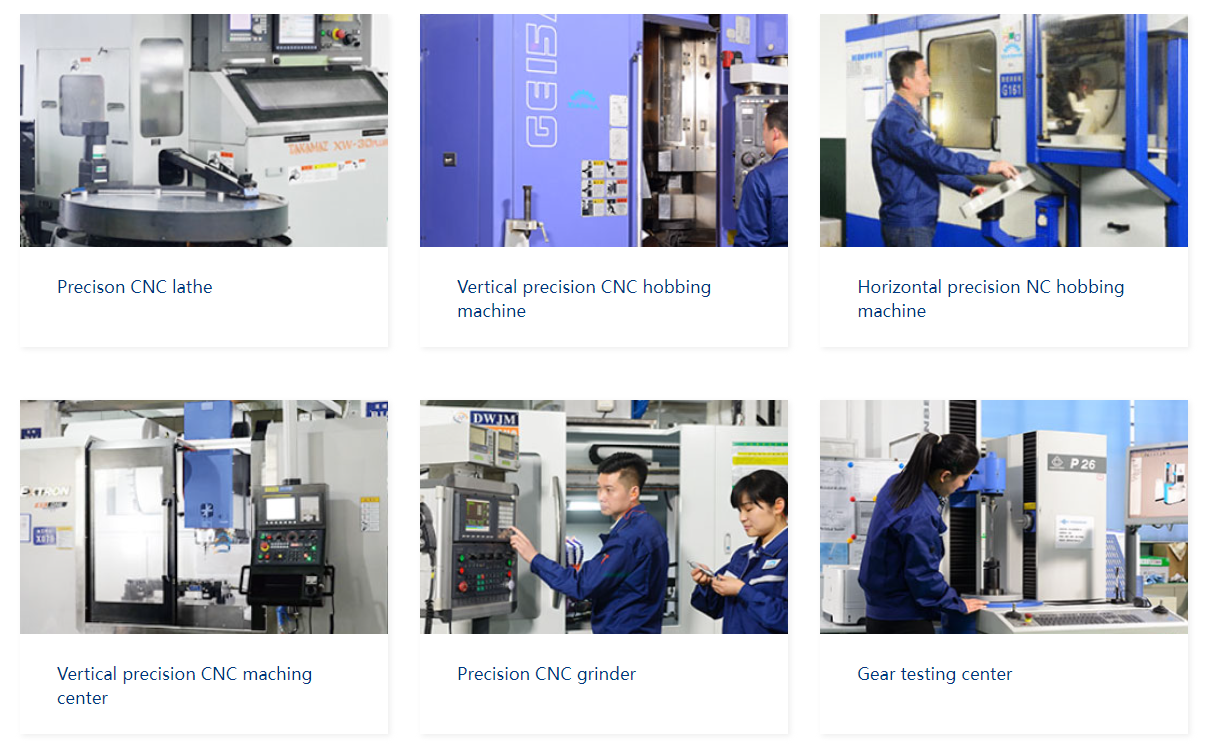
Wyposażyliśmy w zaawansowany sprzęt kontrolny, taki jak trójwspółrzędna maszyna pomiarowa Brown & Sharpe, centrum pomiarowe Colin Begg P100/P65/P26, niemiecki przyrząd do cylindryczności Marl, japoński tester chropowatości, profiler optyczny, projektor, maszyna do pomiaru długości itp., aby mieć pewność, że ostateczna jakość kontrolę dokładnie i całkowicie.
Pakiety



Nasz pokaz wideo
Podobne produkty
-

Podwójne wewnętrzne koło koronowe stosowane w przekładniach planetarnych
-

Precyzyjne cylindryczne koło zębate czołowe stosowane w czołówce...
-

Przekładnia śrubowa stosowana w sprzęcie rolniczym
-

Przekładnia w jodełkę podwójne koła zębate śrubowe hobbing g ...
-

Precyzyjna cylindryczna przekładnia śrubowa zastosowana w skrzyni biegów
-

Wysokiej jakości przekładnia czołowa ze stali nierdzewnej zapewniająca niezawodne...