




Proces produkcji kół zębatych stożkowych docieranych
Proces produkcji blachy polerowanejkoła zębate stożkoweProces ten obejmuje kilka etapów, które zapewniają dokładność i jakość. Oto ogólny zarys procesu:
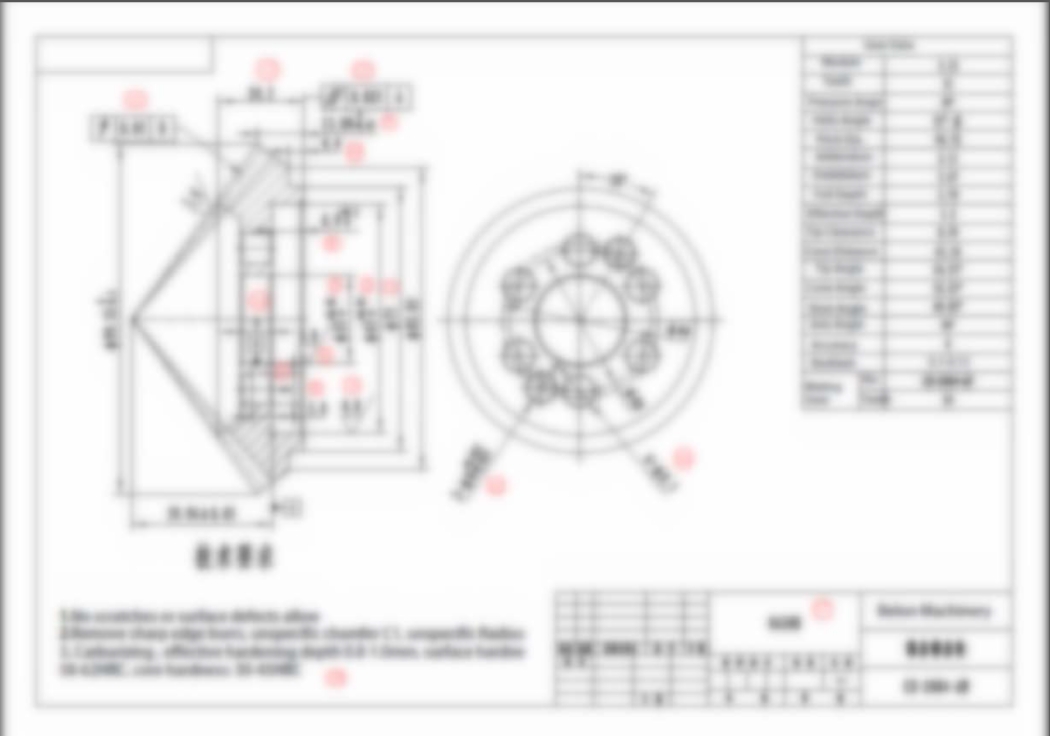
ProjektPierwszym krokiem jest zaprojektowanie przekładni stożkowej zgodnie ze specyficznymi wymaganiami danego zastosowania. Obejmuje to określenie profilu zęba, średnicy, podziałki i innych wymiarów.
Wybór materiałów:Do docierania kół zębatych stożkowych ze względu na ich wytrzymałość i trwałość stosuje się zazwyczaj wysokiej jakości stal lub materiały stopowe.

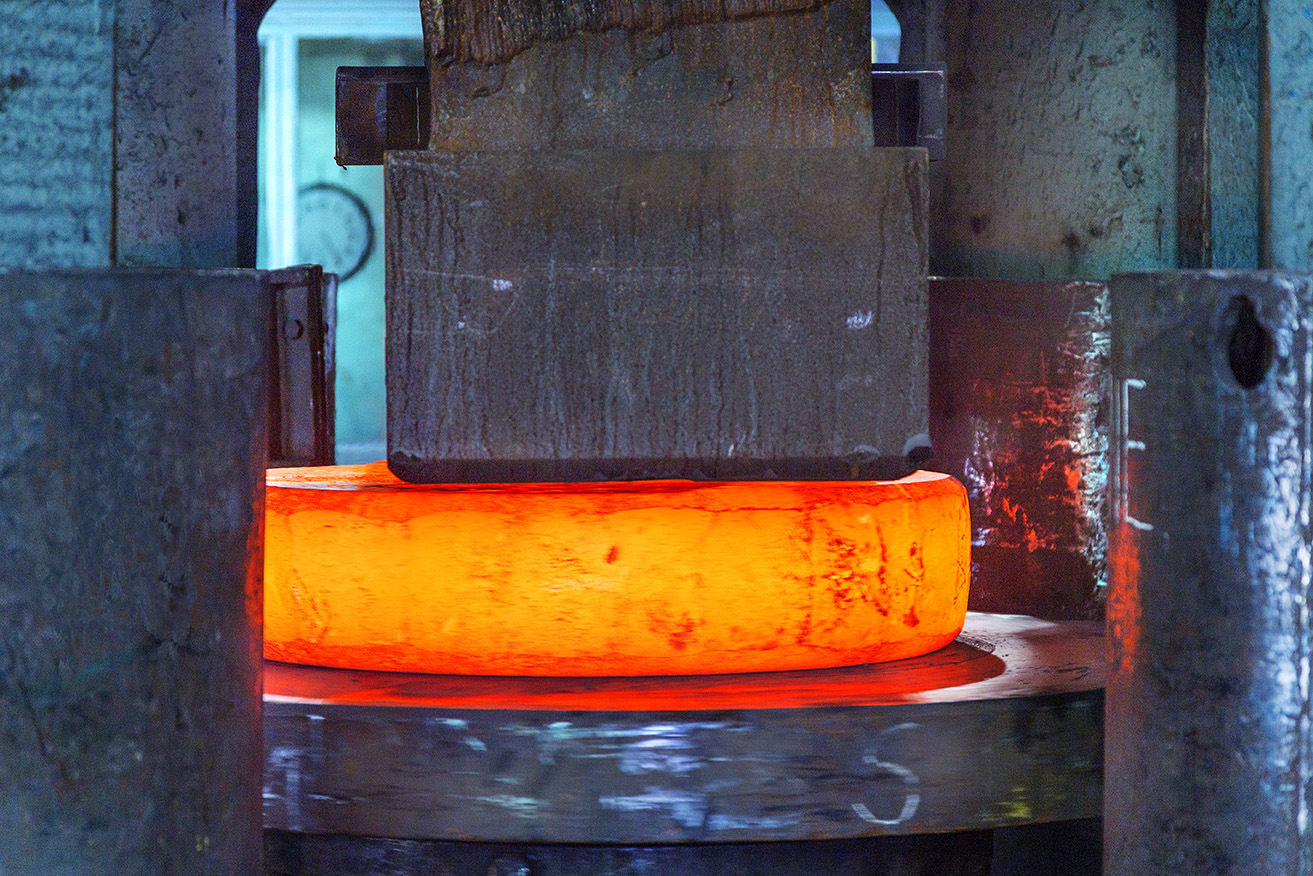
Kucie:Metal jest podgrzewany i kształtowany za pomocą sił ściskających, aby uzyskać pożądany kształt koła zębatego.
Toczenie na tokarce: toczenie zgrubne: usuwanie materiału i kształtowanie. Toczenie wykańczające: uzyskanie ostatecznych wymiarów i wykończenia powierzchni przedmiotu obrabianego.

Przemiał:Półfabrykaty kół zębatych są wycinane z wybranego materiału metodą obróbki CNC. Polega ona na usunięciu nadmiaru materiału przy jednoczesnym zachowaniu pożądanego kształtu i wymiarów.

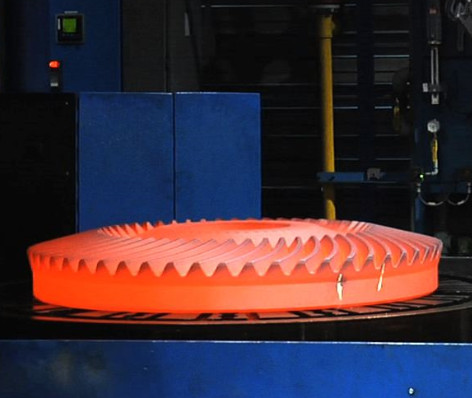
Obróbka cieplnaNastępnie poddawane obróbce cieplnej w celu zwiększenia wytrzymałości i twardości. Konkretny proces obróbki cieplnej może się różnić w zależności od użytego materiału.
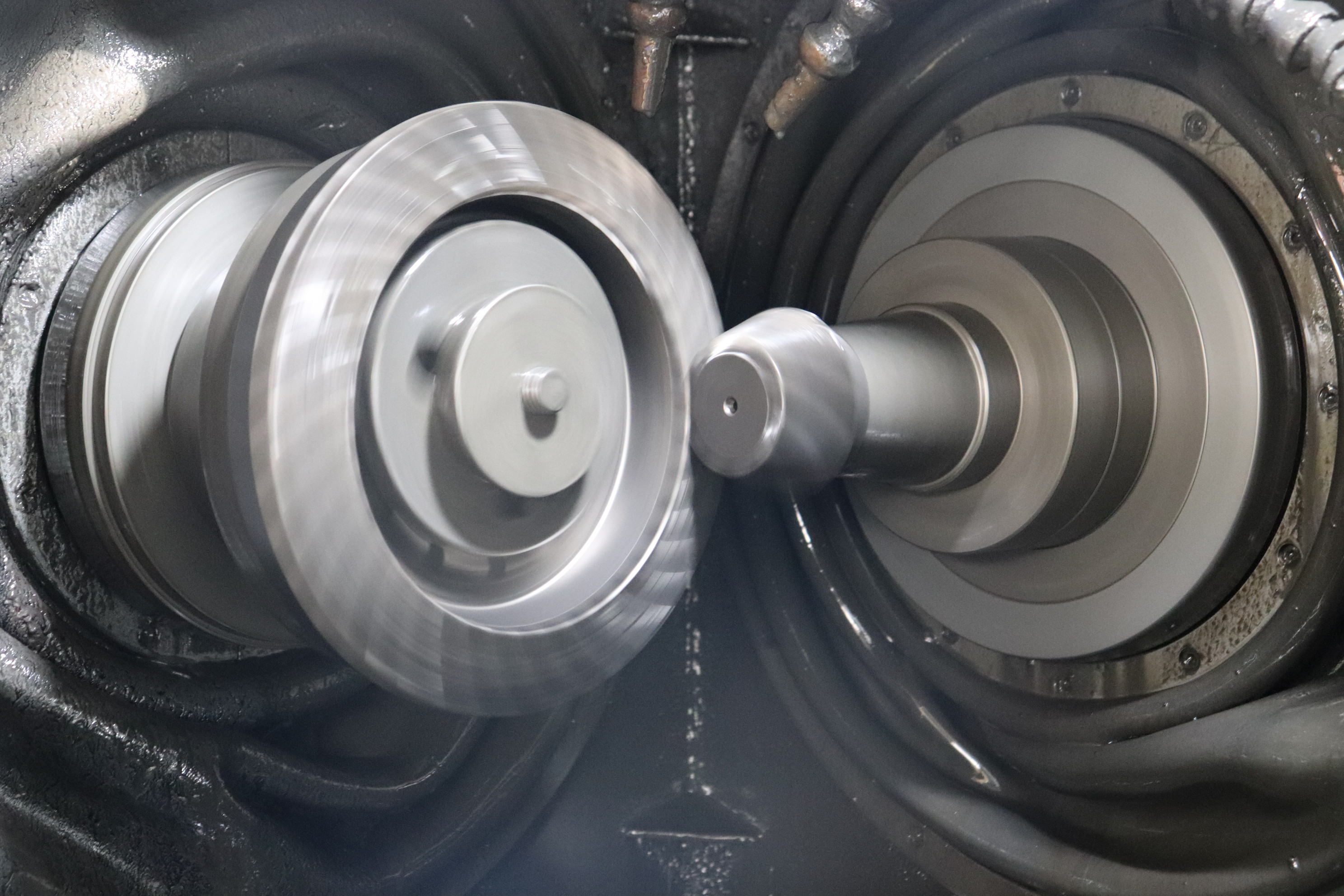
Szlifowanie OD/ID:Oferuje zalety pod względem precyzji, wszechstronności, wykończenia powierzchni i opłacalności

DocieranieDocieranie to kluczowy etap w produkcji kół zębatych stożkowych. Polega ono na pocieraniu zębów koła zębatego o obracające się narzędzie docierające, zazwyczaj wykonane z miękkiego materiału, takiego jak brąz lub żeliwo. Proces docierania pomaga uzyskać wąskie tolerancje, gładkie powierzchnie i prawidłowy wzór styku zębów.
Proces czyszczenia:Tenkoła zębate stożkowemogą zostać poddane procesom wykończeniowym, takim jak gratowanie, czyszczenie i obróbka powierzchni, w celu poprawienia ich wyglądu i ochrony przed korozją
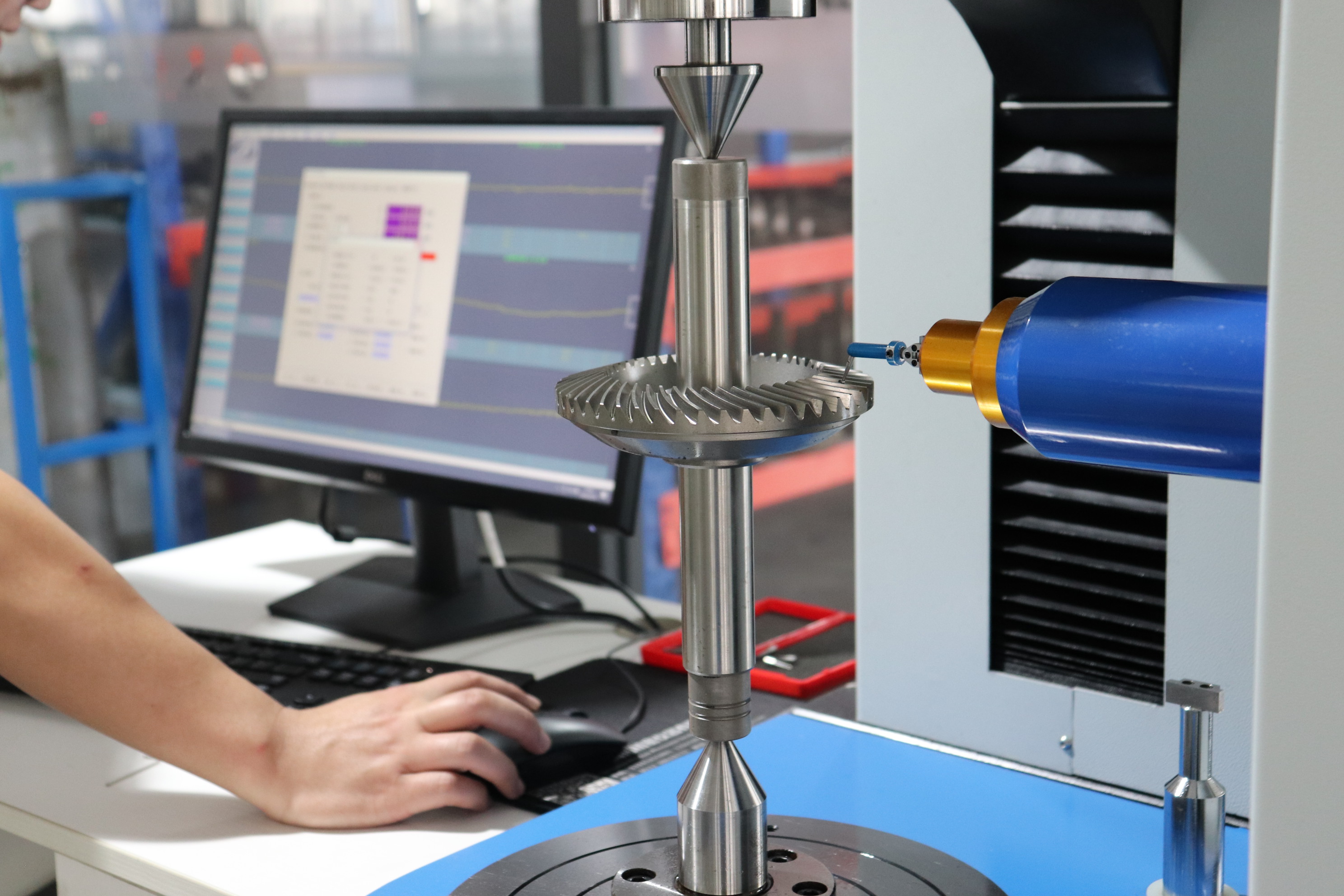
KontrolaPo docieraniu koła zębate przechodzą dokładną kontrolę w celu sprawdzenia ewentualnych wad lub odchyleń od wymaganych specyfikacji. Kontrola może obejmować test wymiarów, test chemiczny, test dokładności, test zazębienia itp.
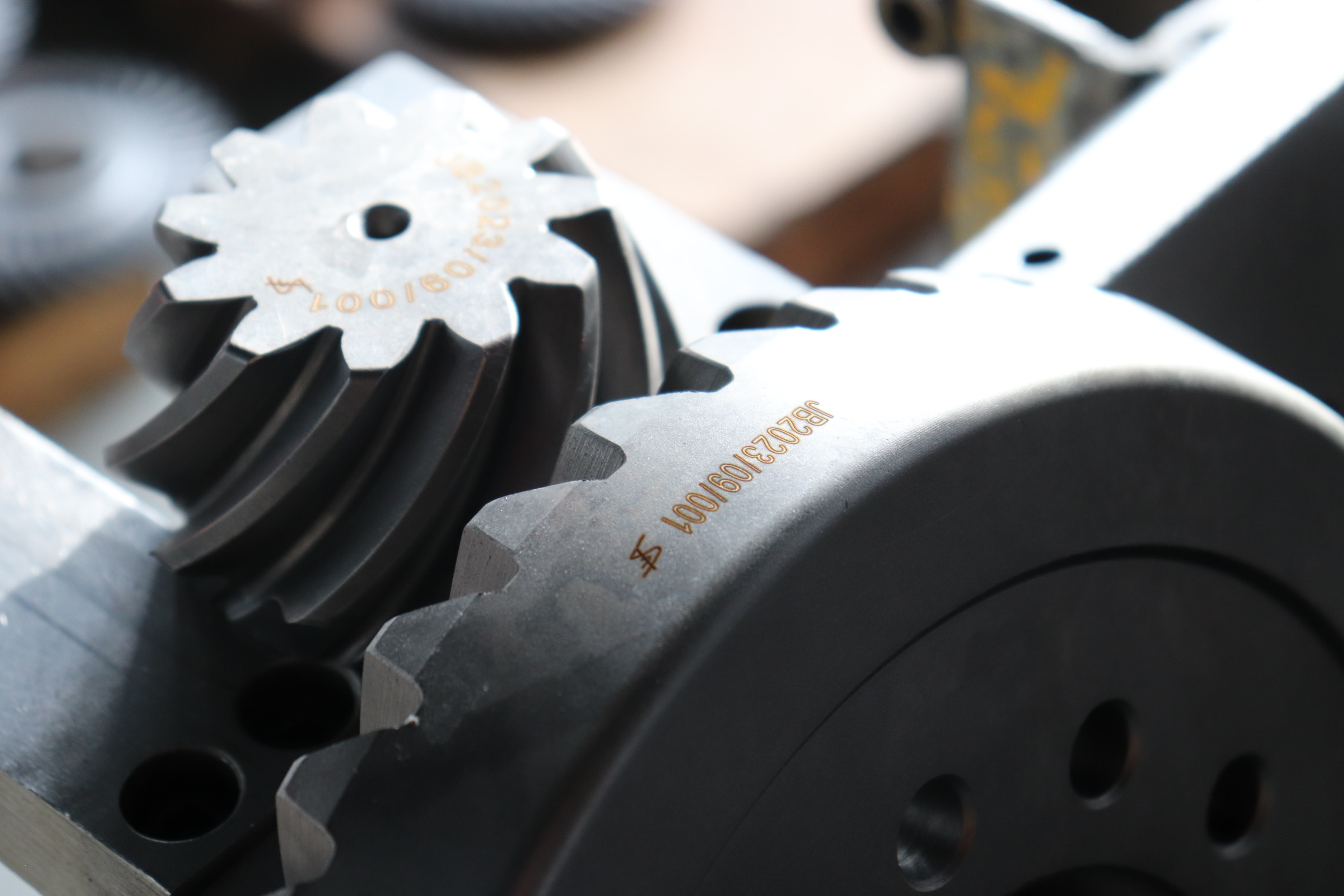
Cechowanie:Numer części wygrawerowany laserowo zgodnie z życzeniem klienta w celu łatwiejszej identyfikacji produktu.
Pakowanie i magazynowanie:

Należy pamiętać, że powyższe kroki stanowią ogólny przegląd procesu produkcyjnego dla blachy polerowanejkoła zębate stożkoweDokładne techniki i procesy mogą się różnić w zależności od konkretnego producenta i wymagań aplikacji.
Czas publikacji: 20-10-2023